Pan Humidifier
In the pharmaceutical industry, a pan humidifier integrated into Air Handling Units (AHU) is indispensable for ensuring controlled environments essential for manufacturing, research, and storage operations. By introducing moisture into the circulated air of HVAC systems, typically through steam generation or water evaporation from a reservoir, this device plays a crucial role in maintaining optimal humidity levels. This precise control is paramount for upholding the quality, stability, and regulatory compliance of pharmaceutical products, aligning with standards such as Good Manufacturing Practice (GMP). Moreover, beyond its impact on product integrity, the humidifier contributes to enhancing occupant comfort and well-being while safeguarding sensitive materials and equipment from the detrimental effects of dry conditions.
Pious HumiPro Series - "Elevate Environment, Preserve Precision"




- DESCRIPTION
- FEATURES
- WORKING PRINCIPLE
- MODELS
- ACCESSORIES
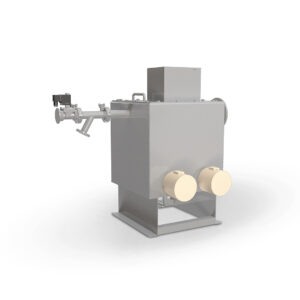
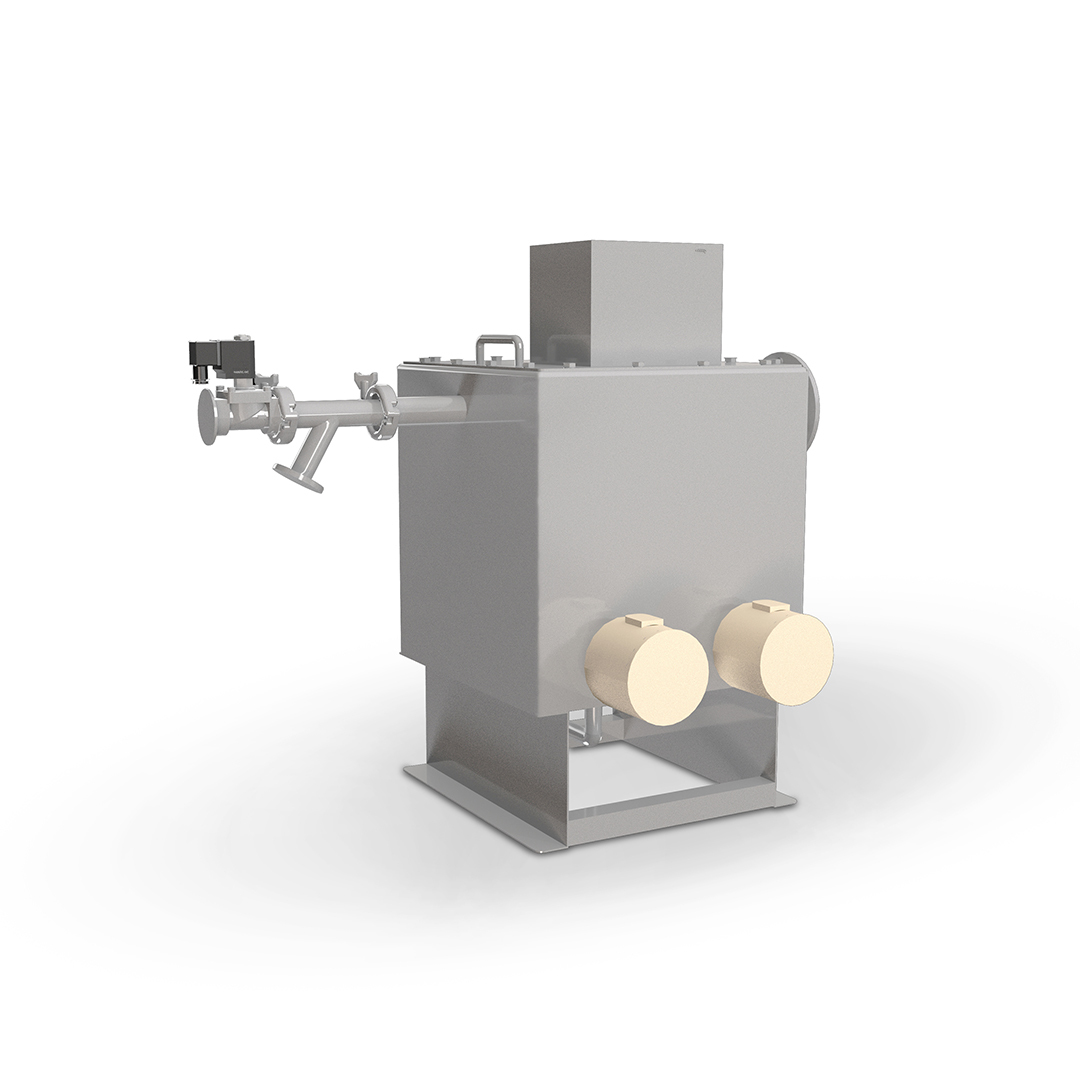
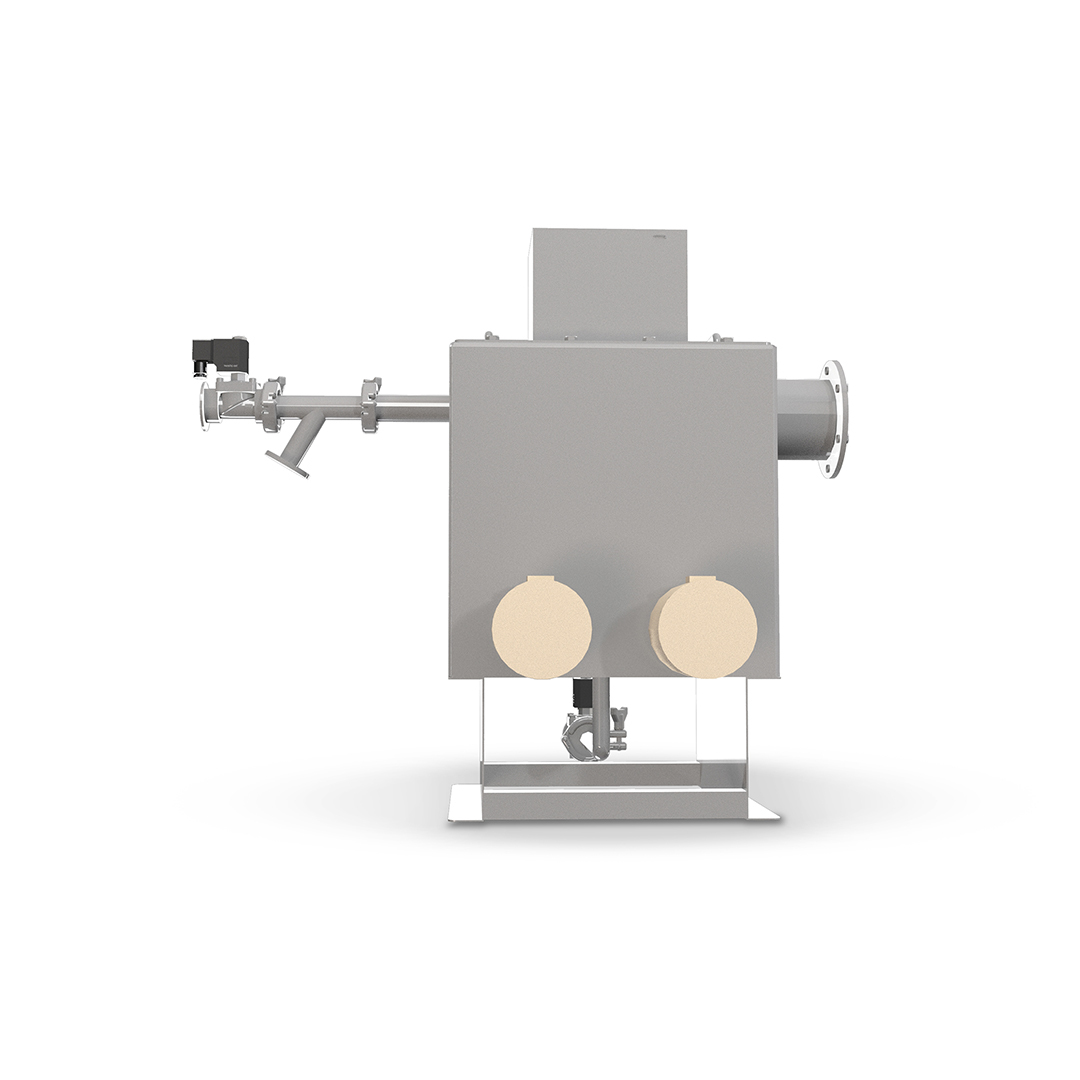
Introducing the Pious HumiPro Series: “Elevate Environment, Preserve Precision.” This electric boiler steam humidifier revolutionizes humidity control, ensuring optimal conditions with ease. Its seamless installation, operation, and servicing make it a reliable choice for diverse applications. Compatible with steam lances for air handling unit or duct humidification, or with fan units for direct room humidification, it offers versatile solutions to meet specific needs. Equipped with an advanced PLC and touch screen control panel, user-friendly operation is guaranteed. Crafted from SS304 (Optional 316L) and customizable to meet individual requirements, the Pious HumiPro Series sets a new standard in humidification technology.
AHU Integration: By seamlessly integrating with Air Handling Units (AHU), the humidifier ensures uniform humidity levels throughout the designated space, promoting optimal environmental conditions for various applications.
Tailored Humidity Control: With precision control capabilities, the humidifier caters to specific humidity requirements, accommodating diverse needs and ensuring optimal comfort and productivity.
Efficient Operation: The system optimizes energy consumption, resulting in cost savings while maintaining consistent and reliable humidity levels.
Controlled Water Flow: Water flow is meticulously regulated through sensors and valves, ensuring precise steam production and distribution, thus enhancing overall efficiency.
Adjustable Settings: Flexibility is provided through an intuitive control panel, allowing users to adjust settings according to changing environmental conditions and preferences.
Low Maintenance: Automated upkeep mechanisms minimize downtime and maintenance requirements, ensuring uninterrupted operation and prolonged system lifespan.
Water Level Sensor: Monitors the water level in the pan, ensuring optimal functionality and performance of the humidifier system, thereby enhancing reliability and peace of mind.
The working principle of an electrical heated pan humidifier involves the use of electrical heating elements submerged within a water-filled pan or reservoir. When the humidifier is activated, the heating elements generate heat, causing the water in the pan to evaporate into steam. This steam is then released into the surrounding air, increasing its moisture content and raising the humidity level in the environment. By controlling the amount of electrical power supplied to the heating elements, the rate of steam production can be regulated, allowing for precise control over humidity levels. Additionally, the humidifier can be integrated with Air Handling Units (AHU) by connecting it to the AHU ductwork, allowing the steam to be distributed throughout the building along with the conditioned air. This ensures consistent humidity levels are maintained throughout the entire HVAC system.
Drainage System: Prevents overflow by efficiently removing excess water from the humidifier, ensuring optimal performance and minimizing potential damage.
Water Treatment System: Addresses mineral buildup by effectively treating the water used in the humidification process, maintaining system efficiency and prolonging lifespan.
Remote Monitoring and Alarm Systems: Enhance user convenience and ensure reliable operation by allowing remote monitoring of system parameters and triggering alarms in case of any abnormalities, facilitating timely intervention and maintenance.